






News
Production Lines & Line Balancing: Principles and Methodology
07/04/2026
1) From Venetian Galleys to the Modern Factory: Why Balancing Matters
The Arsenale di Venezia (12th–16th century) is one of the earliest documented examples of line production: specialised workshops produced standardised components that were assembled with a steady, repetitive sequence, enabling extremely rapid outfitting of galleys. This organisation into stations, the standardisation of parts, and paced progression anticipate the principles of flow and synchronisation typical of modern production lines.
Centuries later, Toyota Production System (TPS) codified these principles, establishing takt time, flow, levelling (heijunka), and pull logic (Kanban) as foundational design elements to synchronise production with customer demand—producing what is needed, when it is needed, and in the required time—thereby reducing inventory and waste within the production site.
2) What a Production Line Is and What It Means to Balance It
A production line is a sequence of workstations through which the product flows with a defined WIP (work in process) and a target pace. Balancing the line means distributing element times consistently across stations so that cycle times are equal to or below the required takt time, minimising bottlenecks, waiting, and overloads.
These principles apply to manual shopfloor environments (discrete assembly, automotive, jewellery), automated lines (food, pharma: bottling, blistering, cartoning), and hybrid human-machine lines (cosmetic/pharmaceutical packaging, fine-line electronics), because flow at customer pace, controlled WIP, and adherence to takt are architectural invariants of TPS and lean production.
Objective: to achieve a stable line, with a planned cycle time designed close to (or slightly below) takt time, thereby absorbing residual variability (micro-stoppages, changeovers).
3) Methodological Steps (End to End)
3.1 Process Mapping with Value Stream Mapping (VSM)
The starting point is the VSM, the value stream map from supplier to customer: it represents process times, waiting times, intermediate inventories, and release signals, highlighting waste (muda) and bottlenecks. VSM guides where to intervene to achieve flow and pull.
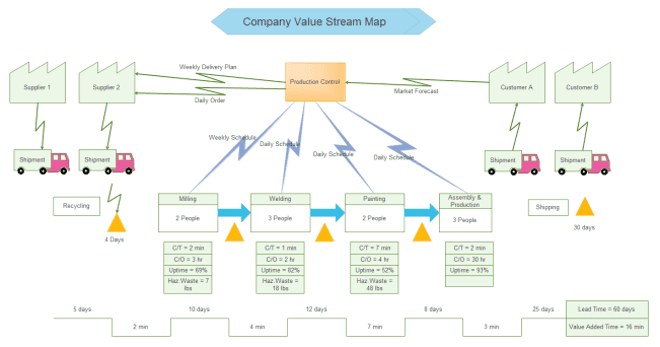
Fig. 1 - VSM example
3.2 Product–Process Matrix (Volume/Variety) — Applicable to Manual, Automated, and Hybrid Systems
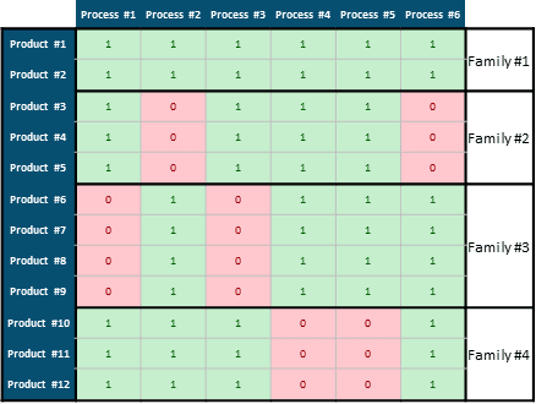
Fig. 2 - Matrix Product-Process example
The product–process matrix positions the portfolio along volume/variety axes and guides layout and automation decisions:
- High volume / low variety → repetitive lines, stable cycle time (e.g. bottling, pharmaceutical blistering).
- Low volume / high variety → flexible cells, quick changeovers, multi-skilled operators (manual assembly, promotional packaging).
- Hybrid human–machine systems → machines handle repetitive operations; operators manage feeding, inspections, and changeovers; balancing considers both machine time and human time (including ergonomics).
This framework applies across industries, as the trade-off between repeatability and flexibility is a universal line design challenge.
3.3 Yamazumi Chart: Visualising Workload Against Takt
The Yamazumi chart (from Japanese “to stack”) is a stacked bar chart that visualises, for each station or operator, the sum of element times that make up the cycle. Each block represents a task; the bars show total workload (Value Added, Non-Value Added, and any Waste), making imbalances and bottlenecks immediately visible.
In theory, the Yamazumi chart is typically compiled after calculating takt time (so it can be directly read against the target). However, in contexts where the line architecture is still being defined (following the product–process matrix), building an initial Yamazumi—using observed element times—helps visualise actual workloads and inconsistencies. Takt time is then calculated, and the takt line is used to guide rebalancing (by reallocating tasks, separating human and machine times, etc.). Both approaches are valid: what matters is that the chart is always interpreted against takt time to determine where to intervene.
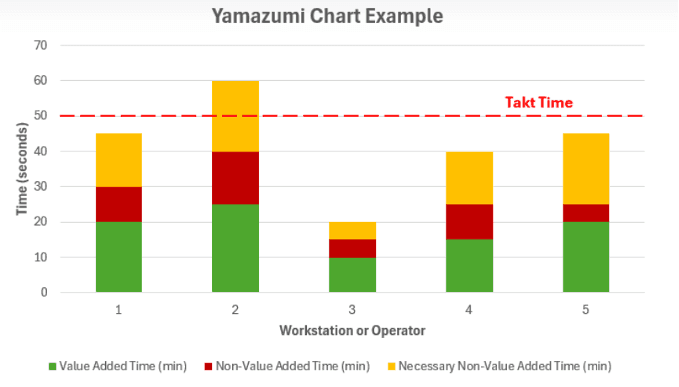
Fig. 3 - Yamazumi Chart
How to read it against takt:
- If the bar exceeds the takt line, the station is a bottleneck and requires rebalancing.
- If the bar is below takt, there is residual capacity: elements can be shifted from more heavily loaded stations.
- Highly uneven bars across operators indicate mura (unevenness) and muri (overburden).
3.4 Takt Time: the Design Constraint
Takt time is the pace required by demand over the available net time (gross time minus planned downtime: breaks, meetings, cleaning, planned maintenance):

Comparing station cycle times with takt time makes gaps visible. In TPS practice, unplanned downtime and setup times are not deducted from net available time in the calculation: they are variables to be reduced through improvement (SMED, built-in quality, maintenance), by designing planned cycle time ≤ takt time.
3.5 Kanban and Pull Logic
A balanced line requires a pull system to supply materials and semi-finished goods only when requested by the downstream station, avoiding overproduction and unnecessary inventory. Kanban (physical or digital cards) acts as the signal authorising release at the customer’s takt; supermarkets and FIFO lanes stabilise WIP between stations.
3.6 Heijunka (Levelling)
When demand is variable (in volume or mix), levelling (heijunka) distributes releases over time to reduce peaks, enabling the line to maintain a sustainable pace without accumulating inventory or chasing fluctuations.
3.7 Operational Balancing & Standardized Work
Activities are broken down into work elements, non-value-adding tasks are eliminated, and tasks are redistributed across stations to achieve cycle time ≤ takt. Standardized Work is developed (sequences, standard times, allowed WIP), and visual management (takt/pitch boards) is introduced to monitor cycle stability and variation.
4) Elements of a Balanced Line
- A sequence of stations with tasks balanced to takt: avoids slow stations (bottlenecks) and “idle” stations.
- Controlled WIP (supermarkets, FIFO) to protect flow, both in manual lines and in high-speed automated lines.
- Standardized Work and visual management to make pace and deviations visible; essential in mixed man–machine environments.
- Reliability of net available time (planned maintenance, quality at the source/jidoka) to protect the pace in regulated sectors (food/pharma) as well as in discrete manufacturing.
5) Process Variability: The Hidden Threat
Even a line that appears balanced can be fragile if cycle times are not stable. Process variability is the dispersion of execution times compared to the standard and can stem from micro-stoppages, operational differences, non-conforming quality, non-standard setups, ergonomics, or irregular supply.
Why is it dangerous?
- It generates queues and waiting times even if the average cycle time is ≤ takt.
- It increases the risk of intermediate stock and loss of synchronisation with customer pace.
- It complicates planning and masks real bottlenecks.
In short: balancing is not just “average cycle time vs takt,” but time stability; a concept that applies across manual, automated (food/pharma), and mixed environments.
6) Conclusions
From the historic lines of the Venetian Arsenal to today’s most advanced and automated production sites, balancing is the key to transforming production from simple “end-of-shift output” into a stable flow aligned with customer pace. The methodology is clear, cross-functional, and applicable across all industries and contexts. In this way, the line becomes predictable, responsive, and high-performing, creating value without waste.
Article Author: NICOLA BENAZZI. Lean Six Sigma Black Belt, IIBLC® certified, Advance School Instructor, and Global Operational Excellence Leader at Chiesi Group. Previously, he served as Country Innovation Expert at Coca-Cola HBC Italia, Industrial Excellence Partner at Gucci, and Lean Manager at Pomellato.
Contact and Information
Balancing a production line requires solid Lean skills. Advance School courses provide state-of-the-art Lean skills at the Green Belt, Black Belt, and Champion levels and prepare participants for international certifications from the IIBLC®, the International Independent Board for Lean Certification.
For information and registration, contact Jessica Mariotti: info@advanceschool.ch
Courses linked
-
Master Green Belt in Lean – CGBL – 1st Level
Executive Master designed to prepare the participant to the international certification Certified Green Belt in Lean (CGBL) of IIBLC®, International Independent Board for Lean Certification. » -
Master Green Belt in Lean - CGBL - 1st Level - Interactive Live Webinar
Executive Master in Live Webinar mode, that prepares the candidates for the international certification Certified Green Belt in Lean (CGBL) of IIBLC®, International Independent Board for Lean Certification. » -
Master Black Belt in Lean - CBBL - 2nd Level - Interactive Live Webinar
Executive Master in Live Webinar mode, that prepares candidates for the international certification Certified Black Belt in Lean (CBBL) of IIBLC® , International Independent Board for Lean Certification. » -
Course Yellow Belt in Lean - IIBLC® endorsement
The aim of the programme is to create a basic level of knowledge about Lean for the professional, as well as for an organization that wishes to begin a project of change or to make one sustainable. The exam is in english and endorsed by IIBLC®, International Independent Board for Lean Certification. » -
Master Champion in Lean - CChL - 3rd Level
Executive Master designed to prepare candidates for the international certification Certified Champion in Lean (CChL) of IIBLC®, International Independent Board for Lean Certification. » -
New! Lean Yellow Belt Course
This training programme, designed by Advance School, aims to develop a foundational knowledge of Lean principles, both for individual professionals and for organizations seeking to initiate or strengthen a Lean change project over time. The final exam is endorsed by IIBLC®, the International Independent Board for Lean Certification. Upon successful completion of the exam, participants are awarded the CYBL (Certified Yellow Belt in Lean) certification. »