Stockouts and overstock: why the real issue is often planning, not the warehouse
Stockouts and excess inventory are frequently treated as separate operational problems. A shortage triggers an urgent search for missing materials, while overstock leads to discussions about warehouse space, obsolete items and working capital. Yet the two conditions often have the same origin: a planning system that does not translate demand, capacity, lead times and inventory policies into coherent decisions.
The warehouse is where the symptoms become visible. It is not necessarily where they are created.
When the same company repeatedly experiences shortages of critical items while holding too much inventory overall, the problem is rarely limited to storage execution. More often, demand assumptions, production priorities, replenishment parameters and cross-functional decisions are misaligned.
The practical question is therefore not only how to reduce stockouts or lower inventory. It is how to identify which planning decisions are producing both outcomes.
Stockouts and excess inventory are often two symptoms of the same problem
A stockout indicates that inventory is unavailable where and when it is needed. Overstock indicates that capital has been committed to items that are not being consumed at the expected rate.
These situations may appear contradictory, but they can coexist for several reasons:
- inventory is concentrated in the wrong products or locations;
- forecasts overestimate some items and underestimate others;
- production batches are larger than actual demand requires;
- scarce capacity is allocated to low-priority orders;
- replenishment parameters no longer reflect real lead times;
- planners react to short-term changes without considering the wider system;
- different departments pursue conflicting objectives.
The total inventory value may therefore be high while service performance remains poor.
This distinction matters because reducing total stock indiscriminately can worsen availability, while increasing safety stock across the board can deepen overstock without solving the underlying shortages.
The objective is not simply to hold more or less inventory. It is to position the right inventory, in the right quantity, at the right point in the supply network.
Why the warehouse is blamed for decisions made upstream
The warehouse is often the first function blamed when materials cannot be found, orders cannot be shipped or components are unavailable for production.
This reaction is understandable. The shortage is physically visible in the warehouse, and inventory records belong to the operational domain. However, the decisions that determined the quantity and timing of that inventory may have been made weeks or months earlier.
Inventory records reveal the outcome, not necessarily the cause
A warehouse can execute receipts, storage, picking and stock accuracy correctly and still suffer from poor availability.
Inventory levels are influenced by upstream choices such as:
- what demand was forecast;
- which customer orders were prioritised;
- which products were scheduled;
- how batch sizes were defined;
- what supplier lead times were assumed;
- how safety stock was calculated;
- when purchase or production orders were released;
- how capacity constraints were resolved.
By the time a shortage appears, the relevant planning decision may already be part of the past.
The same applies to excess stock. A slow-moving item may occupy warehouse space, but its presence may result from an optimistic forecast, an outdated minimum order quantity or a production campaign designed to maximise equipment efficiency.
Local firefighting can conceal a systemic planning weakness
Recurring shortages generate urgent responses: expediting suppliers, rescheduling production, transferring stock between locations or increasing safety stock.
These actions may protect service in the short term. They can also conceal the fact that the planning process is not stable.
Frequent firefighting introduces further variability into the system. Expedited materials change priorities, production sequences are disrupted, planned orders are delayed and inventory is moved away from its original destination.
The organisation may become highly effective at managing emergencies without improving the process that creates them.
A useful diagnostic question is whether the problem disappears after each intervention or returns in a different form. Recurrence usually indicates that the underlying planning logic has not changed.
The planning causes behind stockouts and overstock
No single cause explains every inventory imbalance. The issue is generally created by a combination of demand, supply, production and governance weaknesses.
Demand forecasts are inaccurate, biased or disconnected from decisions
Forecast error is inevitable. Demand cannot be predicted with perfect accuracy.
The real problem emerges when forecast uncertainty is not explicitly managed, or when the forecast is treated as a fixed commitment rather than a decision input.
A persistent positive bias may create excess inventory because expected demand is systematically higher than actual consumption. A negative bias may produce shortages because purchasing and production plans are consistently too low.
Forecast accuracy alone is not sufficient. The organisation also needs to understand:
- whether the error is concentrated in specific product families;
- whether the forecast is consistently biased in one direction;
- how frequently sales overrides statistical forecasts;
- whether promotions, new products and customer events are incorporated;
- whether the forecast is used consistently by sales, operations and finance.
A technically accurate forecast has limited value if different functions continue to use different demand assumptions.
Production plans change too frequently to remain executable
A plan that changes continuously is not a reliable plan.
Frequent schedule changes can generate shortages because materials, labour and capacity were arranged around an earlier sequence. They can also create excess stock when partially completed orders or purchased materials are no longer aligned with the latest priorities.
Typical signals include:
- daily changes to production priorities;
- repeated insertion of urgent orders;
- low adherence to the frozen schedule;
- frequent order splitting;
- long queues of released but unfinished work;
- components purchased for orders that are repeatedly postponed.
Schedule instability is often interpreted as flexibility. In practice, excessive replanning reduces predictability and increases total lead time.
Lead times and planning parameters no longer reflect reality
Planning systems depend on parameters. These include supplier lead times, production lead times, reorder points, safety stocks, lot sizes, review periods and minimum order quantities.
When parameters are outdated, the system produces recommendations based on a reality that no longer exists.
A supplier lead time recorded as four weeks may now be seven. A production lead time may include only processing time and exclude queues. A safety stock set several years earlier may no longer match demand variability or service requirements.
Parameter errors often remain invisible because the system continues to calculate planned orders normally. The output appears precise, but the assumptions are wrong.
Lot sizes and minimum order quantities create inventory distortion
Large production batches may improve local equipment efficiency, but they also create inventory that must wait for demand.
Minimum order quantities can have the same effect. A supplier may require a quantity that exceeds near-term consumption, particularly for low-volume or intermittent items.
The resulting stock is not necessarily caused by poor warehouse control. It may be the predictable outcome of procurement and production policies.
At the same time, large batches consume capacity that could have been used for items at risk of shortage. The company may therefore create overstock in one part of the portfolio while failing to replenish another.
Capacity constraints are recognised too late
Material plans are sometimes generated without a realistic view of available production capacity.
When the plan assumes that all required orders can be completed, shortages appear only after the constraint becomes operationally visible.
Typical consequences include:
- late production orders;
- components waiting for a constrained resource;
- frequent changes to priorities;
- growing work in progress;
- customer orders promised against unrealistic completion dates.
Capacity should not be treated as an execution issue that begins after the plan has been approved. It is a planning constraint that must shape the plan itself.
Sales, production, purchasing and the warehouse optimise different objectives
Inventory performance deteriorates when functions pursue separate targets.
Sales may prioritise maximum availability and short delivery times. Production may favour long runs and stable sequences. Purchasing may seek price reductions through larger orders. Finance may push for lower working capital. The warehouse may focus on space utilisation and handling efficiency.
Each objective may be rational in isolation. Together, they can create contradictory decisions.
Without a shared planning process, the organisation moves between competing priorities rather than managing explicit trade-offs.
From inventory symptoms to root causes: a practical diagnosis
The same symptom can have different causes. A stockout does not automatically indicate insufficient safety stock, and excess inventory does not automatically indicate excessive purchasing.
A useful diagnosis starts by connecting each symptom to the decisions that preceded it.
When shortages point to a demand-planning problem
Demand planning is a likely contributor when:
- shortages repeatedly occur on items with volatile demand;
- forecast bias is consistently negative;
- sales information arrives after supply decisions have been made;
- promotions or customer projects are not included in the forecast;
- new-product demand is transferred from weak analogues;
- forecasts are changed without documenting the reason.
The central issue may not be forecast error itself, but the absence of a process for interpreting and managing uncertainty.
When excess stock points to a supply or production-planning problem
Supply planning is a likely contributor when:
- inventory grows despite stable or declining demand;
- production continues because batches have already been launched;
- purchase orders cannot be adjusted after demand changes;
- minimum quantities exceed realistic consumption;
- products are built to preserve local efficiency;
- slow-moving items are not identified early enough.
In these cases, the system may be responding slowly to demand changes or protecting local performance at the expense of total inventory.
When stockouts and overstock coexist across the same portfolio
The coexistence of both conditions is a strong signal of segmentation failure.
Different items require different planning approaches. A high-volume, stable component should not be managed like an intermittent spare part. A critical long-lead item should not follow the same replenishment logic as a locally sourced standard material.
When one policy is applied to a heterogeneous portfolio, some items receive too much protection while others receive too little.
A cause-and-effect view of recurring inventory problems
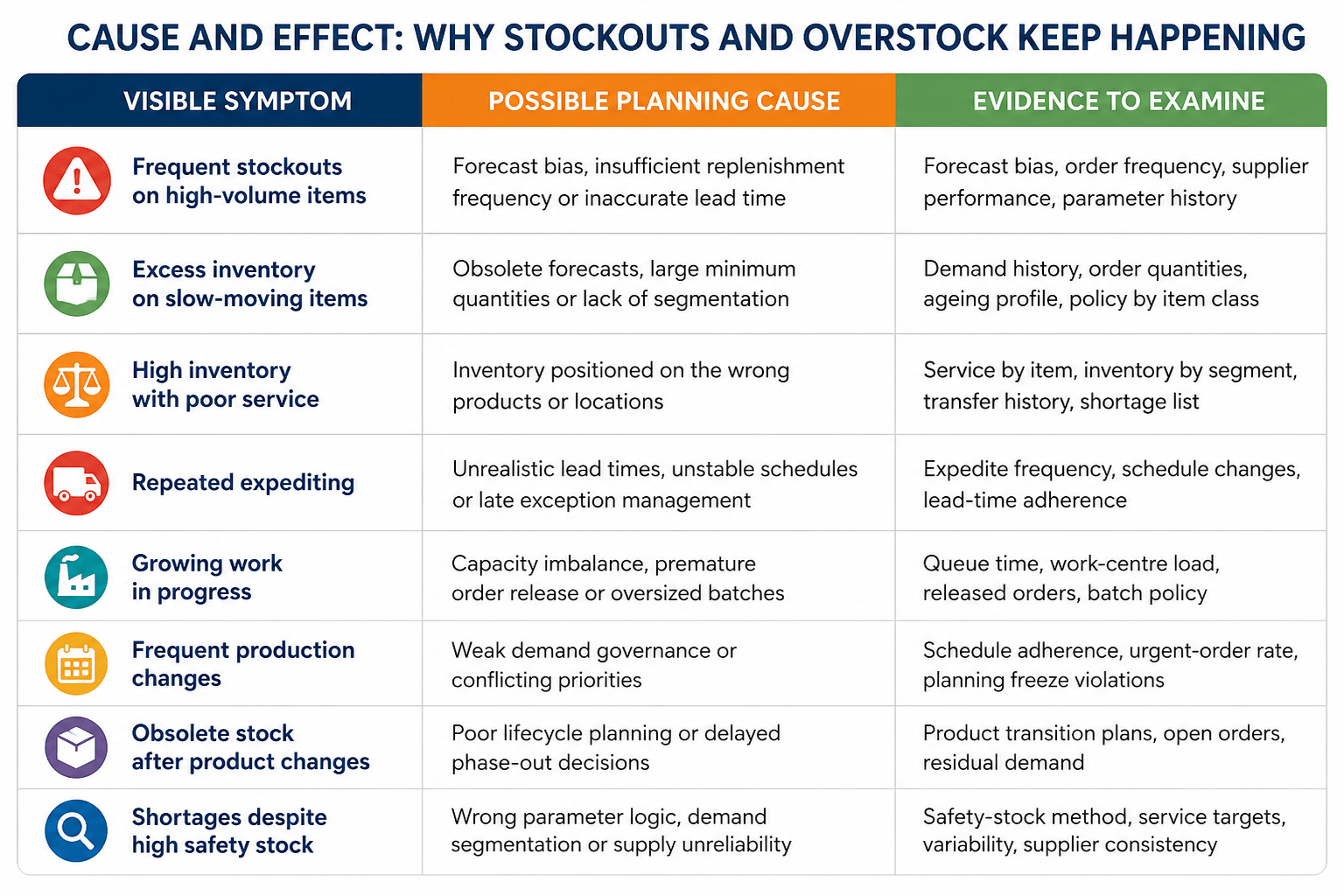
The table does not provide an automatic answer. It narrows the investigation and prevents the organisation from treating every shortage as a reason to increase stock.
The metrics that distinguish warehouse performance from planning performance
Inventory value alone cannot explain whether the planning system is working.
A balanced diagnostic combines service, forecast, supply, production and inventory measures.
Service level and stockout frequency
Service level shows whether inventory supports customer or production requirements.
It should be analysed by product segment, customer class and location. An average service level can conceal severe problems in strategically important categories.
Stockout frequency also matters. A small number of repeated shortages may indicate a structural issue with specific items, while widespread shortages may point to broader planning instability.
Forecast accuracy and forecast bias
Forecast accuracy measures the size of forecast errors. Forecast bias shows whether errors tend to move consistently in one direction.
Bias is particularly important because it can explain persistent inventory accumulation or recurring underplanning.
Metrics should be reviewed at the level at which decisions are made. A forecast may appear accurate at total-company level while being unreliable at item or product-family level.
Schedule adherence and planning stability
Schedule adherence indicates whether production follows the approved plan.
Low adherence may reflect unrealistic planning, frequent commercial overrides, capacity problems or material shortages. It also reduces the value of upstream plans because purchasing and labour decisions are based on a schedule that will not be executed.
Planning stability can be measured through the number and scale of changes inside the agreed planning horizon.
Inventory turns, ageing and excess exposure
Inventory turns show how efficiently inventory supports sales or consumption. Ageing reveals how long stock has remained unused.
These measures should be interpreted by segment. A critical long-lead component may justifiably turn more slowly than a standard high-volume item.
Excess exposure is more informative when linked to expected future demand, open orders, lifecycle status and cancellation flexibility.
Parameter accuracy and replenishment reliability
Planning parameters should be treated as controlled business data.
Useful indicators include:
- percentage of items with reviewed lead times;
- difference between planned and actual supplier lead time;
- frequency of safety-stock updates;
- number of overrides to system recommendations;
- adherence to agreed order policies;
- proportion of items assigned to an explicit planning segment.
These metrics reveal whether the planning model is actively governed or merely inherited.
A diagnostic checklist for Planning and Supply Chain Managers
A structured review can determine whether the main weakness lies in demand, supply, production, technology or planning competence.
Questions about demand and forecast governance
- Is there one agreed demand plan?
- Is forecast bias measured as well as forecast accuracy?
- Are overrides documented and reviewed?
- Are promotions, customer projects and lifecycle changes included?
- Is uncertainty translated into explicit inventory or capacity decisions?
- Are different forecasting approaches used for different demand patterns?
Questions about production, capacity and schedule stability
- Is the production plan feasible against available capacity?
- Is there a defined frozen horizon?
- How often are priorities changed inside that horizon?
- Are bottlenecks identified before orders are released?
- Do batch policies reflect total system performance?
- Is schedule adherence measured and discussed?
Questions about replenishment rules and inventory parameters
- When were lead times last validated?
- Do reorder points reflect current demand and supply variability?
- Are safety stocks linked to service objectives?
- Are minimum quantities and batch sizes reviewed commercially?
- Are planning policies differentiated by item characteristics?
- Are obsolete and slow-moving items identified before they become material losses?
Questions about cross-functional decision-making
- Are sales, operations, procurement and finance working from the same assumptions?
- Are trade-offs between service, capacity and working capital made explicitly?
- Is there clear ownership of planning parameters?
- Are exceptions escalated according to agreed rules?
- Do meetings lead to decisions, or only to updates?
- Are performance measures shared across functions?
A high number of negative answers indicates that the inventory issue is systemic. It cannot be solved through warehouse action alone.
Do you need better software or stronger planning competence?
Software is often considered when inventory problems persist. In some cases, this is justified. In others, a new platform automates the same weak rules more quickly.
What planning software can improve
Appropriate technology can improve:
- data visibility;
- calculation speed;
- scenario analysis;
- exception identification;
- collaboration across functions;
- parameter maintenance;
- demand and supply balancing;
- traceability of planning decisions.
Software can also reduce manual effort and help planners manage larger, more complex portfolios.
What technology cannot correct on its own
Technology cannot independently decide:
- which service levels are economically justified;
- how products should be segmented;
- which assumptions are credible;
- when commercial demand should override statistical evidence;
- how capacity trade-offs should be resolved;
- whether a parameter reflects actual operations;
- who owns a cross-functional decision.
If processes are unclear and planning competence is weak, the system may produce recommendations that users do not understand, trust or follow.
Why processes, decision rules and skills must evolve together
Planning performance depends on three connected elements:
- Process: how information becomes a decision.
- Method: the rules used to balance demand, supply, capacity and inventory.
- Competence: the ability to interpret data, challenge assumptions and manage trade-offs.
Software supports these elements, but does not replace them.
The distinction becomes visible when planners spend most of their time correcting system outputs, maintaining spreadsheets outside the ERP or reacting to emergencies. These behaviours may indicate a technology gap, but they may also reveal that the planning model itself has not been clearly designed.
A planning framework for reducing both stockouts and overstock
A reliable improvement programme moves from symptom management to planning-system design.
Segment inventory according to demand and supply characteristics
Segmentation should consider factors such as:
- demand volume;
- variability;
- predictability;
- lead time;
- supply reliability;
- product criticality;
- lifecycle stage;
- margin or business impact.
The purpose is not to create a complex classification exercise. It is to avoid using the same policy for fundamentally different items.
Define explicit planning policies for each segment
Each segment should have clear rules for forecasting, replenishment, safety stock, review frequency and exception management.
Stable, high-volume items may support frequent replenishment and relatively predictable parameters. Intermittent or critical items may require different buffers, review methods or sourcing decisions.
The policy should explain why inventory is held, not only how much is held.
Align demand, supply and capacity through a shared review process
An integrated review process creates one set of assumptions and exposes trade-offs before they become operational emergencies.
The process should connect:
- demand expectations;
- supply constraints;
- production capacity;
- inventory exposure;
- financial implications;
- customer-service priorities.
Sales and Operations Planning can provide this governance at an aggregate level, while detailed planning processes translate the decisions into executable plans.
Manage exceptions instead of continuously replanning everything
A planning system should distinguish between normal variation and conditions that require intervention.
Without exception rules, planners may manually review every item or react to every change. This consumes time and increases nervousness in the plan.
Exception management directs attention towards events with material business impact, such as:
- projected shortages;
- capacity overloads;
- demand deviations beyond tolerance;
- supplier delays;
- excess exposure;
- lifecycle changes.
Review parameters as governed business decisions
Parameters should have owners, review frequencies and change criteria.
A lead time should be updated because evidence shows that supply performance has changed. A safety stock should be revised because variability, service requirements or replenishment frequency have changed.
This governance reduces arbitrary overrides and helps the organisation understand how planning assumptions influence inventory.
When the competence gap becomes the next constraint
Once root causes are visible, the next limitation may be the organisation’s ability to redesign and sustain the planning process.
Different planning disciplines address different parts of the problem.
APICS CPIM for integrated planning and inventory management
APICS CPIM (Certified in Planning & Inventory Management)-related knowledge supports an integrated understanding of demand management, material planning, capacity, scheduling, inventory and operational execution.
It is relevant when the main gap lies in connecting planning decisions across the production and inventory system rather than managing isolated tasks.
Demand Planning for forecast quality and decision support
Demand Planning competence becomes central when forecast bias, weak collaboration or inconsistent demand assumptions drive inventory imbalance.
The goal is not perfect prediction. It is a more disciplined process for interpreting demand signals, measuring uncertainty and supporting business decisions.
S&OP for cross-functional alignment
Sales and Operations Planning is relevant when functions operate with different assumptions or objectives.
It creates a structured process for balancing demand, supply, capacity and financial priorities. Its value lies in decision governance, not in the meeting calendar alone.
DDMRP for demand-driven positioning and replenishment
Demand Driven MRP can be relevant in environments where traditional planning produces excessive nervousness, long lead times or poor inventory positioning.
Its application requires more than software settings. It depends on understanding decoupling points, buffer design, demand signals and flow.
The appropriate discipline depends on the diagnosis. Training is not a substitute for process design, but planning methods are difficult to implement when the organisation lacks a shared conceptual foundation.
Frequently asked questions about stockouts, overstock and planning
Can a company have too much inventory and still experience stockouts?
Yes. Total inventory can be high while the wrong items, quantities or locations are stocked. This usually indicates poor segmentation, forecast imbalance, outdated parameters or weak alignment between demand and supply decisions.
Are stockouts always caused by inaccurate forecasts?
No. Stockouts can also result from supplier unreliability, unrealistic lead times, capacity constraints, unstable production schedules, incorrect replenishment rules or late decision-making. Forecast quality is one part of the system.
Can an ERP system solve recurring inventory problems?
An ERP system can improve data management, planning calculations and process integration. It cannot independently define the correct planning policies, resolve conflicting objectives or develop planning competence. Weak rules can remain weak after automation.
Which metrics should be reviewed first?
A practical initial set includes service level, stockout frequency, forecast bias, schedule adherence, lead-time reliability, inventory ageing and excess exposure. The metrics should be analysed by product or planning segment rather than only as company-wide averages.
How can managers determine whether the main gap is process, technology or competence?
A process gap is likely when ownership, decision rules and review routines are unclear. A technology gap is more likely when valid processes cannot be executed because data, visibility or calculation capability is inadequate. A competence gap becomes visible when teams cannot interpret planning outputs, select appropriate policies or manage trade-offs consistently.
In many organisations, the three gaps coexist. The diagnosis should identify which one currently limits performance most.
Better inventory performance begins with a better planning system
Stockouts and overstock are not simply warehouse conditions. They are the accumulated result of decisions about demand, supply, capacity, priorities and risk.
The warehouse can improve accuracy and execution, but it cannot compensate indefinitely for unstable plans, unrealistic parameters or fragmented objectives.
A stronger planning system makes assumptions visible, differentiates inventory policies, connects functions and focuses management attention on material exceptions. It also provides a more useful basis for deciding whether the next investment should be in software, process redesign or professional planning competence.
The shift from symptom to diagnosis changes the conversation. Instead of asking why the warehouse has too much or too little stock, the organisation begins to ask which planning decisions created that inventory position and how those decisions should be improved.
For further information about the APICS CPIM certification, contact us via email: info@advanceschool.ch or by phone at +41 79 5974100.
About Advance School: AdvanceSchool is the only Premier ELITE Partner of APICS in Switzerland, and has trained worldwide thousands of professionals from all organizational levels in the Operations and Supply Management areas.
News from Advance
Return to the List



Bologna, Italy
Via Massimo D’Azeglio, 35 – 40123
Tel: +39 051 19907026
Mobile: +39 3775773275
Mail: info@advanceschool.org
© 2026 Advance Operations Management School GmbH – UID: CHE-221.069.731 - share capital 20'000.00 CHF